![[image]-banner](/images/banners/Inner-Resources.jpg)
- "Automatic" Drip Oiler
-
"Automatic" Drip Oiler
By: John Kaeppel
Various equipment at Waukesha needs lubrication by drip type oilers. When this equipment's operation was automated, the drip oiler had to be left on all the time to provide proper lubrication. However, when the oiler was allowed to continuously drip, it was not only a waste of oil, but upon start up the excess oil that accumulated would be thrown on the floor. To solve this, John removed the oiler from the eccentric rod cap and fabricated a structure to hold it. He then ran a hydraulic hose to the eccentric cap. By placing a 480 volt solenoid in line with the drip oiler and attaching the leads to the motor, it only oils when the pump starts.

- Aeration Valve Covers to See Condensate Build-up in Valve
-
Aeration Valve Covers to See Condensate Build-up in Valve
By: Ed Artymuik

- Better Lubrication of Piston Pump Packing
-
Better Lubrication of Piston Pump Packing
By: Ed Artymuik
It was difficult to keep the chevron type packing (aka, "V" type, parachute) properly lubricated. The abrasive sludge and the ceramic coated piston quickly chewed up a set of packing. The solution was to turn the drain spicket up on the plunger trough and keep a reservoir of oil in it. This has extended the life of packing and there is now no leakage of sludge around the piston making for a very clean operation.
Our packing procedure is to use two rings of GFO, a set of chevron, and another two rings of GFO.

- Chain Tightener
-
Chain Tightener
By: Roger Tarman
This particular chain tightener is used on our DAF chain which drives the top flights. This device was made by first drilling a hole in a piece of metal that has a circumference of the chain rollers to be tightened. The metal is then cut in half and trimmed as desired. A short section of pipe (with a diameter large enough to fit through the threaded rod) is welded to the flat stock that was described above. The pieces are slipped through the threaded rod and the nut is threaded into place. The circular piece is placed onto the rollers of the two links of chain to be put together, and the nuts are tightened until the chain has the desired tightness.

- Clarifier Draft Tube Cleaning
-
Clarifier Draft Tube Cleaning
By: Russell Rauanheimo
While our clarifiers were down, I went in and added air lift lines to each lift tube. To do this, I drilled and tapped a half-inch hole two feet above the clarifier floor and installed a street elbow. Then ran a ¾ inch line along the lift tube to the center of the stilling well. There I terminated the line just above the well level so as not to hit anything as it went around. This was done to each draft tube.
When draft tubes become clogged, I just run a garden hose tapped into our air header to the line that is clogged. As little as 8 lbs of air and it clears the plug. It has been a real time saver for us.
- Color Marking to Identify Valve Position
-
Color Marking to Identify Valve Position
By: Ron Altmann
To quickly identify if a valve is open or closed, I have painted the two positions with two different colors on the valve body. This is especially helpful when determining the valve position at a distance. I used yellow to mark the valve position pointer and to highlight the open marking on the valve casing. Closed position is highlighted with red paint. Thus, a yellow pointer to yellow on the casting combination denotes an open position and yellow/red means the valve is closed.
A simpler procedure would be to spray paint over the valve pointer and surrounding area on the valve body when it's in the closed position. If the pointer is away from the painted area - it's open.

- Crane Stands
-
Crane Stands
By: Matt Kube, Roger Tarman
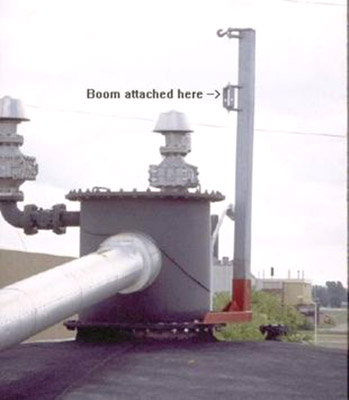
At Waukesha, our steel digester covers are overlaid with a foam isolation material. Erecting a scaffolding to get a pump inside is not only a difficult, time consuming job, but would damage the soft foam insulation. Our cleaning operation uses a submersible pump that is first lifted on top of the digester with a hydro-crane. From there, the pump is placed into the digester with the special crane setup. The stands for the cranes are fabricated to fit on the digester gas dome. Crane booms (from our plant) fit into the fabricated stands. This simple procedure is safer, less time consuming, and doesn't cause damage to the insulating material.
- Digester Gas Condensate Drain
-
Digester Gas Condensate Drain
By: Ron Altmann
These automatic digester condensdate drains work on the same principle as a manometer. Here is a simplified drawing and brief explanation.

The drawing immediately below shows a digester gas pipe with normal operating pressure. With the valve to the manometer closed, the neck of the piping determines the water level.
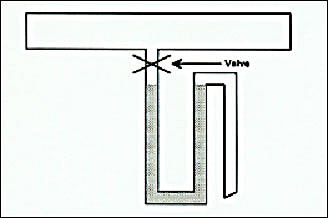

With the valve open digester gas displaces some water. The level of water displaced is equal to the digester pressure. As condensate drips into the trap, and equal amount is forced out.
The drawing below shows the unit. To prevent corrosion it is suggested to use stainless steel in its construction. The vent line is installed with two inch PVC.

It is important to note that without seal water present the gas will freely flow through. Seal water could dry up or be blown out at high pressures. The drain unit has some safety features built into it that prevent this from happening
1. A large reservoir of seal water is provided. If pressures would get high enough to blow through the unit, it would bubble through, not blow out the seal water. When normal pressures return, there will be seal water in the unit.
2. A .sight glass is installed to view the water level. (If the sight glass is broken the unit will still function at normal pressure.)
3. Unit length is two to three times the normal gas pressure.
4. A vent line is installed from above the secondary seal to outside the building. This will vent any escaping gases that would make it passed the primary seal water to outside.
5. A secondary water seal is installed. If the primary seal water is blown out, the secondary water trap will prevent gas from entering the room. Escaping gas is vented to the atmosphere. When pressure returns to normal, the unit will seal itself as condensate drains into the unit.On normal rounds, check the following:
1. Seal water in the sight glass.
2. Leakage from the vent line. If the pipe inside the unit has leak, gas would escape through the vent line.
3. Drainage from the unit. The unit should always be draining some condensate if gas is flowing in the line. If, however, the gas has been shut off, or the drain was off for some time, the seal water could evaporate.
4. Digester gas pressures. High pressures could blow seal water from the unit.
5. Check piping for leaks.For any of the above conditions, shut off the valve to the drain.
Water must be put into the unit before it is placed in operation. Because seal water could evaporate, do not use this unit on gas lines that drain very little to no water, or gas lines that are off-line for long periods.
- Essential Tools for Wastewater Plants
-
Essential Tools for Wastewater Plants
By: Bob Michael
An interesting topic might be what are considered essential tools for the modern treatment plant.
Here's a few to get things started:
- 4-4 1/2 inch electric grinder - An all purpose grinder that can cut off bolts, grind off rust and any other grinding tasks. The cup wire brushes that fit on these grinders are also amazing (although a little expensive).
- Portable bandsaw - a real arm saver for small, neat, cutting jobs drill press of any persuasion...ever try drilling 3/4" holes with a hand power drill
- Vise-grips - can you have too many Vise-grips?
- Pipe threader- some of the plumbing stores charge by the thread!
- There are many more...
It would be interesting to hear other operator and maintenance peoples favorites.
- Handy Valve Handle Extenders
-
Handy Valve Handle Extenders
By: Treatment Division - Green Bay MSD
Can't get in a tight spot to turn a valve...these handy devices are made from some scrap metal or PVC piping, and are cut at one end with two prongs to nab the existing valve handle.

- Handy Work Bench
-
Handy Work Bench
By: Paul Hanish


This handy work bench can be used in several different configurations to conform to your maintenance needs. It can be two separate work benches that provide work access at the outside or inside corner. Or split the two apart to work on equipment with shafts (see picture). Their compact design makes each unit easy to maneuver to meet your needs.
- Locating Flat Roof Leaks
-
Locating Flat Roof Leaks
By: Dean Falkner - Sheboygan Wastewater Treatment Plant
Leaking flat roof headaches can be identified and then fixed. The trick is hiring a contractor to check the roof with an infra-red camera. The process works, because the roof temperature will differ between the wet and dry areas. By knowing the range of wet area, it's possible to track it to the source of the leak...such as a problem with flashing or a cut in the membrane.
We actually used the information from the contractor and did the roof/flashing service with plant staff. If you're unable to find a contractor with this capability...contact us at Sheboyan Wastewater.
- Magnetic Labeling
-
Magnetic Labeling
By: Waukesha Treatment Plant

- Piping Arrangement to Flush Plugged Drain Line
-
Piping Arrangement to Flush Plugged Drain Line
By: Mark Ferguson

Description:
Who wants to take apart the grit concentrator drain line to unplug it. So special valving and a quick disconnect were installed to easily flush the line in any direction. - Plasma Torch Circle Cutter
-
Plasma Torch Circle Cutter
By: Craig Rittershaus
This homemade circle-cutting device uses a circular magnet to hold the unit in place. (The magnet can be found in an old microwave magnetron.) Round stock is bent to support the torch head and made adjustable by a thumbscrew-clamping device. To adjust the diameter, loosen the thumbscrew and slide the round stock to the desired length.

- Plunger Pump Upgrade
-
Plunger Pump Upgrade
By: John Kaeppel, Fred Rulman

Description:
With any misalignment of the pump piston to the pump barrel there will be wear on both components. Pistons can be resurfaced and barrels could also have surfaces built up at a machine shop. However, we found that by machining the barrel and packing gland to accept these brass rings, future maintenance is much simpler. Once the machining is done, the old worn ring can be pounded (or cut) out and replaced with a new ring for a simpler pump overhaul. We had our rings cut slightly oversized (smaller inside diameter) to provide a larger lip for the packing to rest on.We also take the eccentrics, rod, and cap to the machine shop and have the old babbit melted out and repoured.
- Shear Pin Tool Box
-
Shear Pin Tool Box
By: Walcomet Staff
Our primary clarifier shear pins must come specially programmed not to shear during the work day, because they generally shear during the night causing a call-in. Since the clarifiers are located a distance from the shop where tools and shear pin inventory are kept, we keep a tool box with all the tools and pins needed for quick replacement. The top tool caddy holds a supply of shear pins neatly index in a block of wood. The wood has holes drilled to the shear pin size where the pins are placed. Included in the tool box is a copy of the service manual pertaining to shear pin replacement. All tools are painted the same color as the tool box so they make there way home.

Clarifier shear pins are inventoried in a box located in the main shop. Each type of pin is separately packaged with another smaller package containing 10 pins. When this smaller package is opened, employees know its time to reorder.
- Splitting a Drive Shaft for Easy Maintenance
-
Splitting a Drive Shaft for Easy Maintenance
By: Waukesha Treatment Plant


Our Dissolved Air Floatation (DAF) units have a lower drive shaft similar to that of a rectangular clarifier. Unfortunately, there is a cement walkway above the shaft, so removal for maintenance is difficult, especially considering its weight. In addition, after maintenance, the shaft, gear drives, and end bearings have to slip into place as one bulky unit.
For easier maintenance, we took the drive shaft to a machine shop and had them divide it into three sections that can be bolted together. We can now put the two end bearings in place, slip the two outside shaft pieces in place, and then the middle shaft section can be placed in last. Because the shaft ends set in a babbited journal bearing, the shaft ends must be occasionally re-babbited. The smaller sections allow us to take only the end shafts for easier handling and transportation to the machine shop.
- Suction line attachment on Scum Pumps to Pump a Sludge Mess
-
Suction line attachment on Scum Pumps to Pump a Sludge Mess
By: Paul Hanish, Mark Furguson

In the past, we have had ball caps from our piston type sludge pumps come off flooding our primary sludge pump building with 10ft of sludge. To prevent large scale floods from happening again, a flood alarm was installed which consisted of a float and a local audible alarm and light. This certainly kept major floods from happening. Still, a few feet of thick sludge in the building did occur, and was a chore to clean up since it was too thick for the sump pump. Before the plant upgrade, 4-6MGD pumps were in the building and were used to pump the sludge by attaching a hose to the suction side of the pumps and running the hose to the sump pump pit. By partially closing the intake valve to the pump, enough suction was created to pump out the solids. However, the plant upgrade eliminated these pumps. So the tee pictured above was installed on the stand pipe on one of our scum pumps and fitted with a quick coupling for a 4 inch hose. After a flood, a hose is attached to the pump and is run to the sump pump pit. By closing the intake valve to the pump the suction is directed to the temporary suction hose and the solids are pumped out.
- Use of Stainless Steel Fasteners
-
Use of Stainless Steel Fasteners
By: Bob Michael
After working in operations and maintenance at a wastewater treatment for 16 years, I'd like to submit a subtle tip.
A few years ago at our plant, a conscious effort was made to replace hardware at our facility with stainless steel hardware when equipment was being repaired or refurbished. Now after a few years, things are beginning to pay off. Equipment that is again being repaired or serviced is much easier to work on. No more cutting torches, heating, rounded off or eaten away hardware, or cursing (well, there's still a little of that). This may be a tough sell to those purchasing your supplies or specking or building new equipment, but it well worth the extra expense.
The results are subtle, but those who do the work will appreciate it greatly. There are a few considerations that must be taken into account. Stainless doesn't rust fast, so there is more of a need for lock washers or nylon-insert locking nuts so things don't come loose. Most equipment at treatment plants is designed for the long term. And if you work there long enough, you're bound to have the same equipment apart a couple of times. You will then appreciate stainless a lot.
There are many grades of stainless and cost and availability is less of a factor than years ago. And no I'm not a bolt salesman, just someone who appreciates having unskinned knuckles.
- Valve Position Indicator
-
Valve Position Indicator
By: Ron Altmann

Our 6 inch sludge feed line is located up near the ceiling with a chain drive on the Dezurik plug valving to open and close them from the floor. It's impossible to determine the valve's position by looking at it, so a pointer was attached to the bolt on top of the valve and bent around to the side of the valve body. By marking "open" and "close" next to the pointer in its respective positions, we can now easily determine the valve position.
The pointer is just a long thin piece of metal with a washer welded to it. The washer slips over the bolt on the top of the valve and moves with the inner plug. Another idea is to use square stock placed over the square nut on top of the valve and run the pointer from it.
- Vent for 5-Gallon Pail
-
Vent for 5-Gallon Pail
By: Ron Altmann

At Waukesha, we buy oil for equipment drip oilers in 55 gallon drums and distribute it in 5 gallon pails. Although the correct way to pour a full 5 gallon pail is with the pour spout on the same side of the cover as you, many people find it much easier to pour with the spout opposite of yourself. To then let air into the pail, holes are cut or punched into the cover 180 degrees from the spout. Because the cover is recessed, any water that splashes on the cover will drain into the pail.
To keep water out, I removed the cores from tubeless tire valve stems and inserted them into the covers as a vent. Because valve stems normally slip through from the inside, I trimmed some rubber from the bottom of the stem and inserted them the opposite way.
- Welding Metal Clamps
-
Welding Metal Clamps
By: Craig Rittershaus

Description: Getting metal to line up for welding can be a chore. These clamping devices make things a little easier. Both ideas shown below use the same principle of welding only one edge of metal on the clamping device. This is strong enough to hold the clamping device down, but when hit with a hammer on the opposite side of the weld, it breaks free easily.
The photo below shows a metal strip to the right that is to be welded, but it is bowed and did not properly line up with the piece to the left. The clamping device is a simple "L" shaped piece of metal welded to the section on the left. (The weld is on the opposite side of the "L" piece in the photo.) Then a wedge is hammered in on the same side as the weld--putting pressure on the metal strip to the right--forcing it down. Once the strip is welded, the wedge is driven out. The "L" section is hit with a sledgehammer on the opposite side of the weld and the "L" piece easily breaks free. The remaining weld can be ground smooth.
The device below does the same thing, but makes use of a broken "C" clamp. The clamp is made by welding a piece of metal to the "C" portion of the broken clamp. This piece of metal has its front edge welded to hold it in place for clamping. (You can see the small dab of weld on the front.) The clamp is used to force the metal strip in place during welding. After welding, remove by prying or hammering on the opposite side of the weld.

- Wrench to Move Eccentrics On Piston Pumps
-
Wrench to Move Eccentrics On Piston Pumps
By: Ron Altmann
If anyone is experienced in changing shear pins on piston pumps, the pins holes don't always line up by just rotating the drive shaft. This device is utilized by first expanding one of the eccentric flanges and placing the wrench between the opening in the eccentric itself. The wrench can now be used to rotate the eccentric to align the shear pin holes. It is constructed from a 29 inch long, one-and-a-half by three-eighth inch piece of iron with a piece of half inch thick iron welded to one end. Onto the end with the half inch piece welded to it, two three-quarter inch holes are drilled, spaced to fit inside the openings of the eccentric (in our case two inches) and three-quarter inch round stock is inserted in the holes and welded into position.

